Planning is the “what’s required” and “how-to” part of any maintenance job.
Typically, the work has gone through a formal planning process to identify labour, materials, tools, and safety requirements.
This information is assembled into a job plan package and communicated to craft workers prior to the start of the work. Planning typically includes the following:
Maintenance scheduling refers to the timing of planned work, when the work should be done and who should perform it.
It offers details of "when" and "who."
Scheduling is meant to:
A maintenance Manager is a professional who plans & coordinates maintenance and upkeep of their plant, facilities, a production or manufacturing environment.
He plans and implements a maintenance schedule covering an organisation’s machinery, mechanical systems, buildings or other structures, with the goal of minimising down–time.
What does the role of Maintenance Manager look like:-
A Maintenance Technician is responsible for performing general maintenance and repairs on equipment and assets, assisting with the installation of equipment and managing the upkeep of tools, equipment and machinery.
What does the role of Maintenance Manager look like:-
A reactive Maintenance Organisation falls victim to different sources of maintenance waste:
It is a metric that concerns the average time elapsed between a failure and the next time it occurs.
These lapses of time can be calculated by using a formula.

Let’s say an injection moulding machine is planned to run for 400 minutes every day for the net 25 Days (10000 minutes).
There were 4 breakdowns in the next 25 days (10000 minutes).
So, MTBF= 10000/4
=2500 MINUTES
In general, MTBF is the "up-time" between two failure states of a repairable system during operation.
Rule of thumb- It should be as high as possible and it helps measure the Reliability of an equipment
Wrench-time is a measure of maintenance personnel’s time accomplishing proactive work on time, on schedule, and on budget.
Wrench-time does not include time obtaining parts, tools or instructions, and work associated with those tasks, travelling to or from job sites, or time spent obtaining work assignments.
It is only focused on “hands on tool” time.
The world class wrench time is
It is used to measure the percentage of time a machine can be used. It is the amount of time in which a machine actually runs and is available for production.
A plant should have high availability which means less downtime and more throughput. It means high efficiency.
It is one of three major factors in calculating OEE (overall equipment effectiveness).

The “required availability” is the time of production to operate the equipment minus the other planned downtime like breaks, meetings etc
Bathtub Curve-
It gets its name because its shape is the same as a typical Bathtub.

Bathtub curve is an example of the practice of treating more than one failure type by a single classification.
It describes the variation of the Failure Rate of components during their lifecycle.
The first part of the curve exhibits the failure, where the failure rate is decreasing, called early failures or infant mortality failures.
The middle portion is known as the useful life and it is assumed that failure exhibits a constant failure rate, that is to say, they occur randomly.
The latter part of the curve describes the wear-out failures and it is assumed that the failure rate increases as the wear-out mechanism accelerates.
The bathtub curve is generated by mapping the rate of early "infant mortality" failures when first introduced, the rate of random failures with a constant failure rate during its "useful life", and finally the rate of "wear out" failures as the product exceeds its design lifetime.
In less technical terms, in the early life of a product adhering to the bathtub curve, the failure rate is high but rapidly decreases as defective products are identified and discarded, and early sources of potential failure such as handling and installation error are surmounted.
In the mid-life of a product—generally speaking for consumer products—the failure rate is low and constant. In the late-life of the product, the failure rate increases, as age and wear take their toll on the product. Many electronic consumer product life cycles strongly exhibit the bathtub curve.
Vibration analysis (VA), applied in an industrial or maintenance environment aims to reduce maintenance costs and equipment downtime by detecting equipment faults.
It is a process for measuring the vibration levels and frequencies of machinery and then using this information to assess the “health/condition” of the machine and its components
Simply put, the aim of TPM is to achieve the ideal performance and Zero loss which means no production scrap or defect, no breakdown, no accident, no waste in the process of running or changeover.
Total productive maintenance is cooperation to get the important job of maintenance done reliably and effectively. It is supplementary to, rather than a replacement for, established principles of successful maintenance management. In addition, built around five focal points, TPM combines concepts of continual improvement, total quality, and employee involvement.
The logic of Run-to-Failure- “If it ain’t broke, don’t fix it”
It’s quite straightforward. When a Machine breaks down, fix it.
It is a Reactive Management technique that waits for the machine/ equipment to fail before any Maintenance action is taken up.
A plant using Run-to-Failure management does not spend any money on Maintenance until it fails to operate.
Please note:- The Plant does perform basic preventive tasks (I.e lubrication, machine adjustments etc)
This Maintenance strategy is quite expensive and it includes inventory costs, high overtime labour costs, machine downtime for longer hours and low production.
It is 3 times higher in comparison to the scheduled or preventive mode
It is considered a king of all Maintenance strategy types! It looks at every machine individually, assesses its criticality and then matches the maintenance strategy to that specific machine.
We are looking at the most important aspects of a process, the most important machines and then we are maintaining them first and spending more money on them to maintain them than the less critical machines.
Successful implementation of RCM will lead to an increase in cost-effectiveness, reliability, machine uptime, and a greater understanding of the level of risk that the organisation is managing.
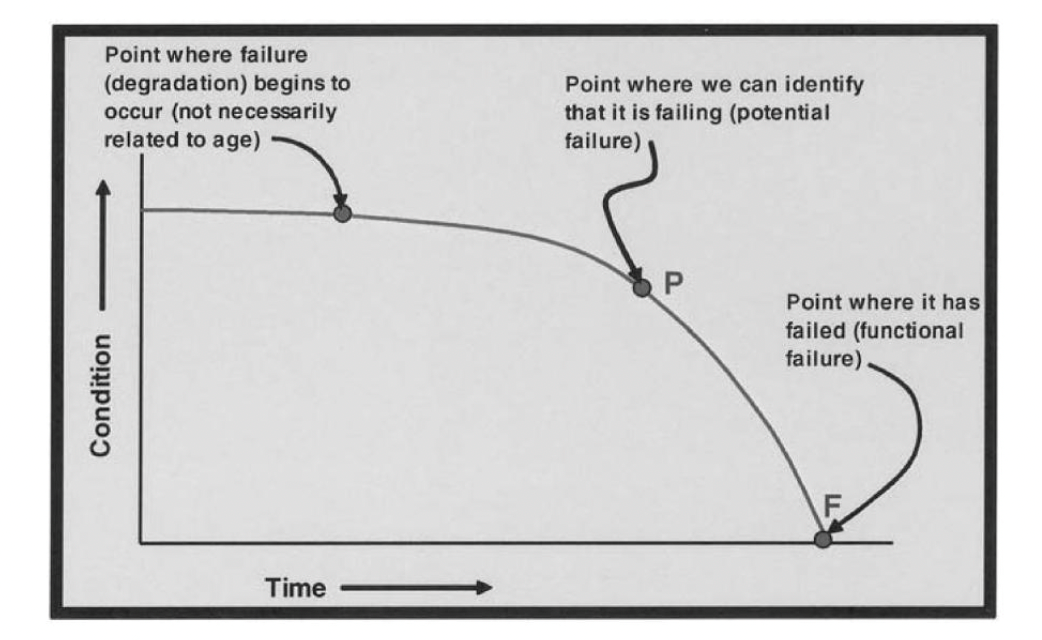
The P-F Curve helps to emphasise how equipment fails! It represents the gradual loss of function.
It also demonstrates how early detection of a failure provides time to plan and schedule the replacement or restoration of a failing part without interruption to production.
But many times, we fail to understand the true definition of the P-F Curve and what it represents-
A functional failure is the inability of an item (or the equipment containing it) to meet a specified performance standard.
In other words, a functional failure also includes the inability of an item to function at the level of performance that has been specified as satisfactory. This definition thus implies that functional failure is an identifiable and measurable condition, a concept that changes the way we inspect machines.
A potential failure is an identifiable condition that indicates a functional failure is imminent.
MTTR is the term used to describe the maintainability of a system.
Sum of time required to fix all failures divided by the total number of failures.
The time required to fix the failure includes:
As stated, it is the time from when the operator could not use the product to the time the customer could use it.
CMMS- (Computerised Maintenance Management System)
It is a computer software program designed to assist in the planning, management, and administrative functions required for effective management.
Some of its functions include generating, planning and reporting Work Orders, developing a traceable history, and recording part transactions.
Besides controlling maintenance, it is used as a means to ensure the high quality of both equipment condition and output.
CMMS modules include:-
It is a result that can be expressed as the ration of the actual output of the equipment divided by the maximum output of the equipment under the best performance condition.
It is the premier standard for measuring manufacturing productivity and helps you understand what percentage of manufacturing time is actually productive.
“Overall Equipment Effectiveness was originated from the Total Productive Maintenance practices, developed by S.Nakajima at the Japan Institute of Plant Maintenance”

The world-class manufacturing OEE is 85%
The objective of RCFA is to resolve issues that affect the Plant's performance.
It is an investigative process to determine the underlying event(s) responsible for failure(s)
It pinpoints the root cause(s) of a specific failure to decide what corrective action(s) must be implemented to alleviate or reduce the probability that the problem will recur due to the same root cause(s).